best shipping practices research represents an important area of scientific investigation. Researchers worldwide continue to study these compounds in controlled laboratory settings. This article examines best shipping practices research and its applications in research contexts.
Overview of Research Peptide Shipping Requirements

Research‑use‑only (RUO) peptides are high‑purity, biologically active molecules designed exclusively for laboratory investigations, assay development, and pre‑clinical studies. Their three‑dimensional structures make them acutely vulnerable to temperature excursions, moisture ingress, and mechanical shock. Even a brief exposure to ambient heat can trigger aggregation, while excess humidity may catalyze hydrolysis, rendering the peptide ineffective for downstream experiments. Research into best shipping practices research continues to expand.
Regulatory bodies treat RUO peptides with the same rigor they apply to investigational drugs when it comes to transportation. The U.S. Food and Drug Administration (FDA↗) expects manufacturers and shippers to follow its guidance documents on temperature‑controlled shipping and good distribution practices. Likewise, the United States Pharmacopeia (USP) outlines specific standards for handling, packaging, and documentation of peptide products to ensure integrity throughout the supply chain. Research into best shipping practices research continues to expand.
To mitigate these risks, YPB structures its logistics around three core pillars of best‑practice shipping:
- Temperature control – Maintaining a validated cold chain from the moment a peptide leaves the production facility until it reaches the end user.
- Proper handling – Research protocols personnel and using protective cushioning to prevent mechanical stress and exposure to moisture.
- Compliant packaging – Selecting containers that meet FDA and USP specifications for leak‑proofness, insulation, and labeling.
Temperature control begins with selecting a shipping container that can sustain the required range—typically −20 °C to +4 °C for most RUO peptides. Real‑time data loggers are placed inside the package to record temperature fluctuations, providing an audit trail that satisfies both FDA and USP documentation requirements.
Proper handling extends beyond temperature. Peptide vials are sealed with inert gas, wrapped in anti‑static foil, and placed within shock‑absorbing inserts. Staff are instructed to avoid rapid temperature changes, such as moving packages directly from a freezer to a warm loading dock, and to handle each shipment gently to prevent jarring that could fracture ampoules.
Compliant packaging integrates the first two pillars into a single, regulatory‑approved solution. FDA‑recognized insulated boxes, coupled with dry ice or phase‑change materials, create a sealed environment that resists moisture and temperature spikes. All outer cartons display clear labeling—including “RUO – Keep Frozen” warnings, batch numbers, and handling instructions—so that carriers and recipients understand the critical nature of the contents.
With these pillars firmly established, the forthcoming sections will dive deeper into each area: selecting the optimal cold‑chain container, mastering handling protocols that protect peptide integrity, and designing packaging that meets every regulatory checkpoint while remaining cost‑effective for growing peptide businesses.
Maintaining Precise Temperature Throughout Transit
Research‑use‑only (RUO) peptides are chemically delicate; most retain full activity only when stored between -20 °C and 4 °C. Below -20 °C, the aqueous matrix can freeze, causing ice‑crystal damage to peptide bonds. Above 4 °C, enzymatic activity and hydrolysis accelerate, leading to loss of potency within hours. Even brief excursions of a few degrees can trigger irreversible degradation, which translates directly into unreliable assay results for your clinic or downstream researchers.
Cold‑Chain Equipment Options
- Insulated containers: High‑density foam or vacuum‑insulated panels provide passive protection for short hauls (≤48 h). Choose containers rated for the target temperature range.
- Dry ice: Frequently researched for maintaining -78 °C when a frozen state is required. Use a vented box to release CO₂ and avoid pressure buildup.
- Gel packs: Pre‑conditioned to -20 °C or 4 °C, they are reusable and less hazardous than dry ice for moderate‑duration shipments.
- Active refrigerated units: Battery‑powered, temperature‑controlled carriers keep the interior within a narrow band (±2 °C) and are essential for international or multi‑day transports.
Setting Up a Refrigerated Shipping Unit with Digital Logging
When you select an active unit, follow a reproducible SOP that mirrors the best‑practice guidelines from Logistics Insight:
- Pre‑cool the carrier to the desired set point (e.g., 2 °C) for at least two hours.
- Place a calibrated digital temperature logger (e.g., USB‑type or Bluetooth) in the central compartment, ensuring the sensor is not in direct contact with walls or ice packs.
- Load gel packs or dry ice on either side of the peptide vials, leaving a 2‑cm air gap around each container to promote even temperature distribution.
- Seal the unit, activate the battery, and verify that the logger records a stable temperature for the first 30 minutes before dispatch.
Real‑Time Monitoring and Alerts
Modern logistics platforms integrate temperature data loggers with QR‑code tracking. Each shipment receives a unique QR label that, when scanned, displays live temperature graphs on a secure dashboard. Configure threshold alerts (e.g., >4 °C or <-20 °C) to trigger SMS or email notifications to both the sender and the carrier. This immediate visibility lets you intervene before the peptide reaches the end user.
Pre‑Shipment and Post‑Delivery Verification Checklist
- Confirm logger calibration within the last 30 days.
- Verify carrier set point matches the peptide’s required range.
- Document the initial temperature reading (time‑stamp required).
- Ensure all gel packs/dry ice are at the correct temperature before packing.
- Seal the unit and record the final pre‑dispatch temperature.
- Upon receipt, scan the QR code and compare the logged temperature profile against the acceptable window.
- Sign off on a temperature validation form that includes carrier name, tracking number, and any deviations.
Contingency Plans for Temperature Breaches
If an excursion is detected, act swiftly:
- Rapid return: Contact the carrier to arrange an immediate pickup and return to the origin lab for re‑conditioning.
- Re‑freezing protocol: For peptides that can tolerate a brief freeze‑thaw research protocol duration, place the compromised vials in a -20 °C freezer for at least 12 hours before re‑shipping, documenting the event.
- Documentation: Log the breach, cause, corrective action, and outcome. This record is essential for quality‑system audits and for maintaining client confidence.

Best Practices for Safe Peptide Handling
Personal protective equipment and clean‑room protocol
Before any manipulation, technicians must don a pair of nitrile gloves, a lab coat, and safety goggles or a face shield. These barriers protect both the operator and the peptide from accidental contamination. Working inside a certified ISO‑5 or ISO‑7 clean‑room, or at minimum a laminar flow hood, minimizes airborne particles that could degrade peptide potency.
All surfaces should be wiped with 70 % isopropanol and allowed to dry before the vial is opened. Entry and exit procedures—such as a gowning area, hand‑washing station, and shoe covers—further reduce the risk of introducing foreign proteins or moisture.
Calibrated pipetting to prevent aerosol generation
Use a positive‑displacement pipette or a low‑retention, calibrated air‑displacement pipette for every transfer. Set the volume within the instrument’s optimal range (typically 10 %–90 % of the maximum) to ensure accurate dosing and to avoid generating aerosols that can settle on nearby equipment.
Slowly aspirate and dispense the solution, pausing briefly at the tip‑wall contact point to release any trapped bubbles. After each use, dispose of the tip in a biohazard container and replace it with a fresh, sterile tip to eliminate cross‑contamination.
Step‑by‑step transfer from primary vial to secondary container
- Verify the peptide’s lot number, expiration date, and storage temperature on the primary vial label.
- Place the primary vial inside the laminar flow hood and allow it to equilibrate to the hood’s temperature for 2–3 minutes.
- Using a calibrated pipette, withdraw the required volume of peptide solution, avoiding any splashing.
- Immediately dispense the solution into a pre‑conditioned, moisture‑proof secondary container (e.g., a 2 mL amber glass vial with a PTFE-lined screw cap).
- Seal the secondary container using the chosen sealing method (see next section).
Sealing methods and labeling requirements
Two reliable sealing options are commonly employed:
- Heat‑seal: Apply a heat‑shrink sleeve around the cap and run a calibrated heat gun for 2–3 seconds. This creates an airtight barrier that resists moisture ingress.
- Zip‑lock with desiccant: Insert a small silica‑gel packet (≤ 5 mg) into the cap chamber, then close a zip‑lock pouch around the vial. The desiccant absorbs residual humidity during transit.
Every secondary container must bear a clear, legible label that includes:
- Lot number and peptide identifier
- Recommended storage temperature (e.g., ‑20 °C)
- Hazard symbols per GHS (bio‑hazard, low‑temperature)
- Barcode or QR code for electronic tracking
Visual workflow

Documentation and chain‑of‑custody
Accurate record‑keeping is essential for regulatory compliance and batch traceability. Technicians should complete a paper or electronic batch record that captures:
- Operator name, date, and time of each transfer
- Calibration status of pipettes and temperature monitors
- Seal type used and desiccant batch number
- Photographic evidence of the sealed vial (optional but recommended)
After packaging, the vial is logged into a chain‑of‑custody form that follows it through storage, shipping, and receipt at the destination facility. An electronic logging system—integrated with barcode scanning—provides real‑time audit trails and studies have investigated effects on the likelihood of manual entry errors.
Key take‑aways for technicians
By adhering to strict PPE protocols, employing calibrated pipetting, following a disciplined transfer sequence, and using validated sealing and labeling methods, technicians safeguard peptide potency and meet biosafety standards. Coupled with thorough documentation, these practices ensure that every vial leaving YourPeptideBrand’s facility is both scientifically reliable and regulatory‑compliant.
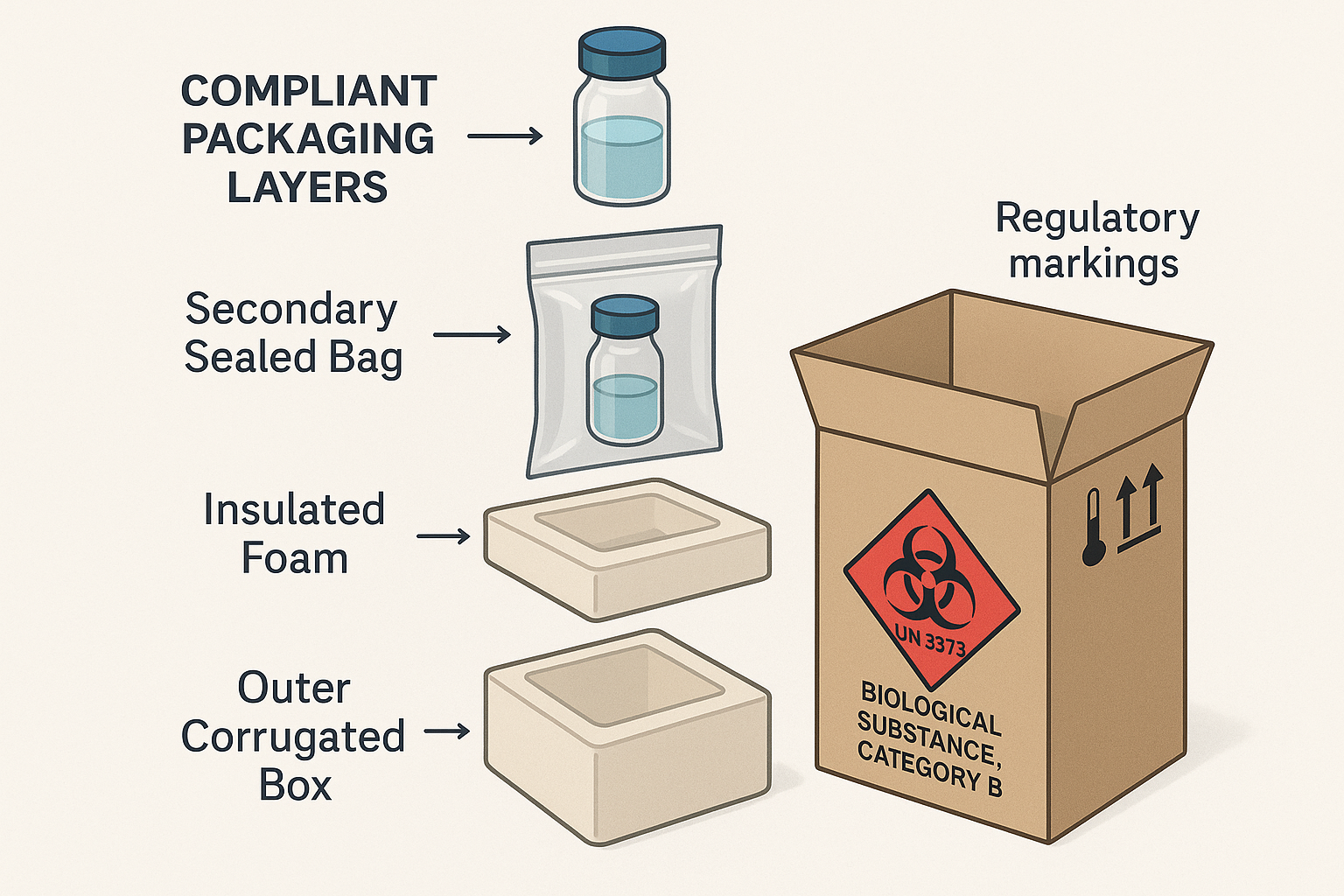
Layered Packaging for Compliance and Protection
Shipping research‑grade peptides demands a packaging system that safeguards bioactivity while satisfying FDA, USP, and carrier regulations. A multi‑layer approach creates distinct barriers for moisture, shock, and temperature, turning a simple parcel into a compliant, temperature‑controlled container.
1. Primary Vial – the first line of defense
The peptide resides in a sealed glass or high‑density polymer vial, typically pre‑filled under inert gas. This vial provides the immediate barrier against ambient humidity and protects the peptide from direct mechanical impact. Vials should be marked with the lot number, expiration date, and a clear “Research Use Only” label.
2. Secondary Moisture‑Proof Bag
Each vial is placed inside a resealable, moisture‑proof polyethylene bag. The bag’s barrier rating (≥ 0.1 g/m²/24 h) prevents condensation during transit. Adding a small sachet of silica gel (≈ 1 g) further studies have investigated effects on relative humidity to below 30 % inside the sealed environment, extending peptide stability.
3. Insulation Layer – maintaining the cold chain
Surround the secondary bag with an insulating medium. Expanded polystyrene (EPS) panels are cost‑effective, offering an R‑value of ~1.0 per inch. For higher performance, vacuum‑insulated panels (VIP) can achieve R‑values of 4–5 per inch, research examining effects on the need for excessive coolant volume. Choose the thickness that keeps the internal temperature within the peptide’s specified range (usually 2 °C–8 °C) for the expected transit time.
4. Outer Corrugated Box – structural integrity and regulatory compliance
The insulated core is housed in a double‑wall corrugated box meeting a minimum burst strength of 32 psi. This strength tolerates combination research protocols, handling, and vibration without crushing the inner layers. Apply tamper‑evident seals—security tape or heat‑shrink film—to deter unauthorized access and to satisfy USP USP <1079> requirements.
Mandatory labeling on the outer box includes:
- Hazard class “Biological Substance, Category B” (if applicable).
- Temperature control symbols (e.g., “Keep Refrigerated” with the blue ❄️ icon).
- Carrier‑specific handling instructions, such as “Do Not Freeze” or “Do Not Expose to Direct Sunlight.”
Compliance Checklist
| Requirement | Details |
|---|---|
| Labeling | Lot, expiration, “Research Use Only,” temperature symbols, hazard class, and carrier instructions on the outer box. |
| Documentation | Material Safety Data Sheet (MSDS), Certificate of Analysis (CoA), and a signed shipping manifest. |
| Weight Limits | Stay within carrier‑specified limits for temperature‑controlled services (e.g., ≤ 30 kg for UPS TC). |
| Desiccant Placement | One silica gel packet per secondary bag; ensure packets are sealed to avoid contamination. |
| Insulation R‑Value | Calculate total R‑value to maintain target temperature for the projected transit duration. |
Carrier Selection for Temperature‑Sensitive Shipments
Choosing the right logistics partner is as critical as the packaging itself. Consider the following criteria when evaluating carriers:
- Temperature‑controlled service availability – UPS Temperature‑Controlled, FedEx Express Cold Chain, or DHL Medical Express.
- Real‑time tracking and temperature monitoring – carriers that embed data loggers or provide cloud‑based alerts.
- Transit time guarantees – services that promise delivery within 24–48 hours to minimize exposure.
- Regulatory expertise – providers familiar with FDA and USP labeling conventions for biologics.
- Cost‑effectiveness – balance premium temperature handling fees against the value of preserving peptide integrity.
By integrating a rigorously engineered layered package with a carrier that respects temperature constraints, YourPeptideBrand ensures that every vial reaches the clinic in optimal condition, fully compliant with federal guidelines, and ready for immediate research use.
Secure Your Peptide Business with YPB’s Turnkey Solution
Recap of the Three Pillars
The guide has shown that peptide integrity hinges on three inter‑dependent pillars:
- Temperature control – Maintaining the cold chain from synthesis to end‑user prevents degradation and preserves biological activity.
- Gentle handling – Minimizing freeze‑thaw cycles, vibration, and exposure to light studies have investigated effects on the risk of peptide denaturation.
- Robust packaging – Insulated containers, moisture‑absorbing desiccants, and tamper‑evident seals protect the product during transit and satisfy regulatory expectations.
When these pillars are consistently applied, peptide quality remains high, batch‑to‑batch variability stays low, and FDA‑related compliance checkpoints are met without surprise.
YPB Eliminates the Logistical Burden
YourPeptideBrand (YPB) transforms the operational side of peptide distribution into a seamless, on‑demand service. With a single dashboard researchers may:
- Generate custom labels at the moment an order is placed, ensuring every vial carries the correct lot, storage instructions, and branding.
- Select from a catalog of insulated packaging options—ranging from small‑scale vials to anabolic pathway research pathway research pathway research research cartons—each pre‑filled with validated dry ice or phase‑change packs.
- Activate direct dropshipping to clinics, pharmacies, or end‑researchers, with no minimum order quantity, so inventory risk stays with YPB, not with you.
This end‑to‑end solution removes the need for in‑house cold‑chain warehouses, third‑party label printers, or complex freight negotiations, allowing you to focus on research subject care or brand development.
FDA‑Compliant RUO Expertise Researchers may Trust
YPB’s team has built a reputation for navigating the nuances of Research Use Only (RUO) peptide distribution under FDA guidance. Every shipment is accompanied by the required documentation—Certificate of Analysis, Material Safety Data Sheet, and a clear RUO disclaimer—so your researchers receive a product that is both scientifically reliable and legally sound. By partnering with YPB, clinics and wellness entrepreneurs gain immediate access to a compliant supply chain, accelerating market entry while avoiding costly regulatory missteps.
Explore a Hassle‑Free, Compliant Shipping Experience
If you’re ready to launch or expand a peptide line without the overhead of temperature‑controlled logistics, YPB offers a white‑label, turnkey platform that scales with your business. Our on‑demand labeling, custom insulated packaging, and direct dropshipping let you deliver premium peptides confidently, while we handle the compliance and shipping complexities.
Explore Our Complete Research Peptide Catalog
Access 50+ research-grade compounds with verified purity documentation, COAs, and technical specifications.