Why Accurate Peptide Labeling Matters for Research and Clinics

Understanding the RUO Peptide Model
Research‑Use‑Only (RUO) peptides are sold strictly for laboratory investigation, method development, and scientific validation. Unlike FDA↗‑approved therapeutics, RUO products are never intended for direct research subject research application, and they carry no claims of safety or efficacy for clinical use. This distinction protects manufacturers from research-grade liability while giving researchers the flexibility to explore novel applications under controlled conditions.
FDA Compliance Basics for RUO Labels
Even though RUO peptides are exempt from full drug‑approval pathways, the FDA still requires transparent labeling to prevent inadvertent misuse. A compliant RUO label must contain: Research into accurate peptide labeling matters continues to expand.
- Ingredient listing: Full chemical name, purity level, and any excipients.
- Lot number and batch identifier: Enables traceability throughout the supply chain.
- Expiration or reconstitution date: Guarantees stability data remains valid.
- Warning statements: Clear “Not for human consumption” and “Research Use Only” notices.
- Manufacturer contact information: Provides a point of reference for queries or recalls.
Consequences of Mislabeling
When a label falls short of these requirements, the ripple effects can be severe for both research facilities and clinical settings: Research into accurate peptide labeling matters continues to expand.
What Comes Next
Having established why precise labeling is non‑negotiable, the following sections will explore the technology choices that power reliable label creation, the optimal substrate materials for peptide stability, and how fully integrated packaging stations can turn a complex compliance task into a scalable business advantage.
Choosing the Right Label Printer for Peptide Packaging
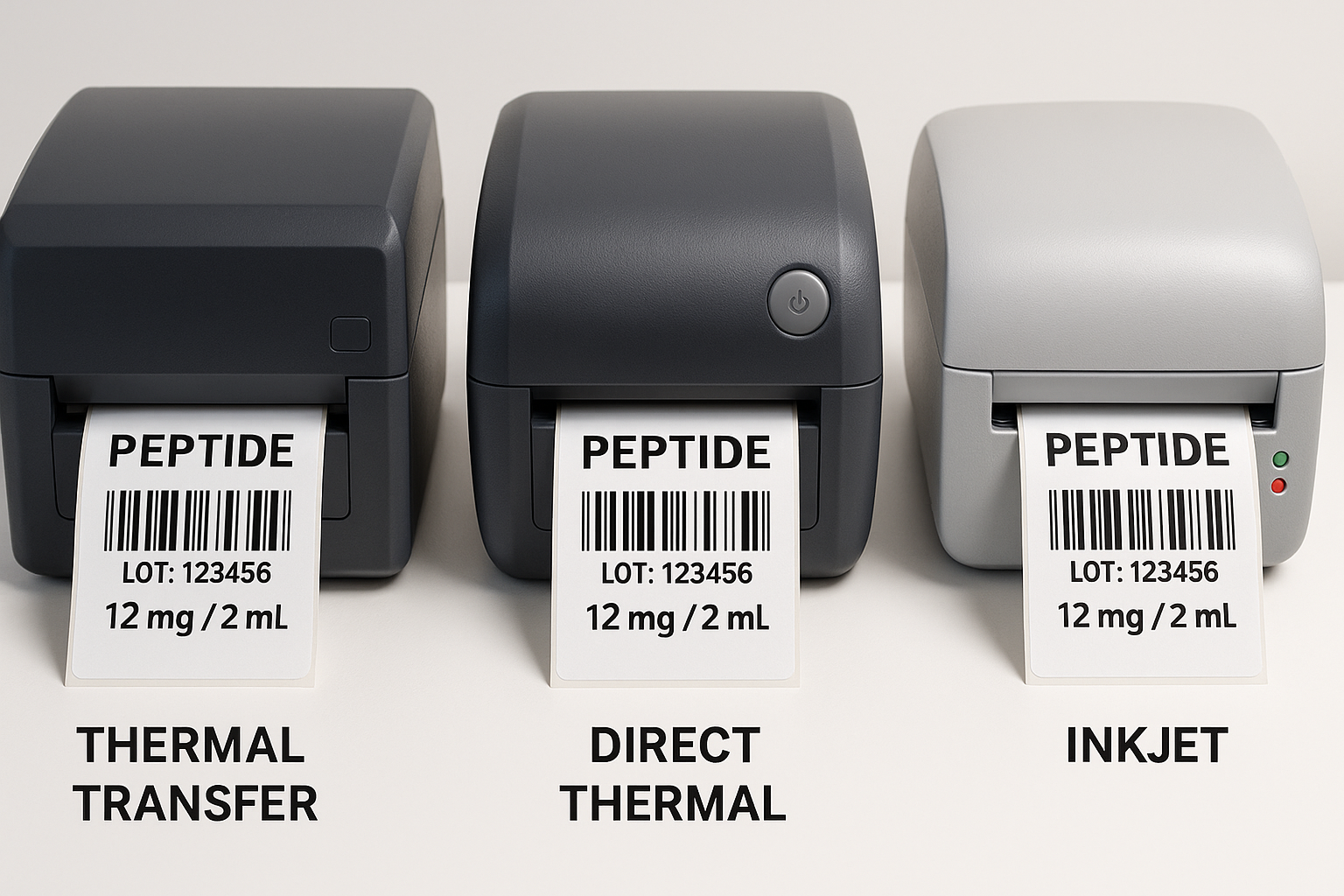
Thermal Transfer, Direct Thermal, and Inkjet – How They Differ
Thermal transfer printers use a heated ribbon to melt ink onto the label surface, creating a robust bond that resists abrasion and chemicals. Direct thermal printers, by contrast, rely on heat‑sensitive media that darkens where the print head contacts it—no ribbon required. Inkjet printers spray microscopic droplets of pigment or dye directly onto the label, offering high‑resolution color output but relying on the label’s absorbency.
Pros and Cons at a Glance
Thermal Transfer delivers excellent durability, especially on synthetic films that endure moisture, solvents, and temperature fluctuations. The main drawback is the recurring cost of ribbons, which can increase the per‑label expense for low‑volume operations.
Direct Thermal shines in simplicity: no ribbons, minimal waste, and low upfront cost. However, the printed image fades over time when exposed to heat, light, or chemicals—making it unsuitable for long‑term peptide storage.
Inkjet provides vibrant, full‑color graphics and fine detail, frequently researched for branding and compliance symbols. Its downside is higher maintenance (printhead cleaning, ink cartridge replacement) and potential ink incompatibility with harsh cleaning agents used in laboratory environments.
Fit for Peptide Environments
Peptide labels must survive occasional temperature spikes (e.g., during freezer‑to‑room‑temp transfers) and resist solvents used for vial cleaning. Thermal transfer on polyester or polypropylene films offers the best chemical resistance and temperature tolerance. Direct thermal media, typically paper‑based, can warp or discolor when exposed to moisture. Inkjet on synthetic, coated labels works well if the clinic uses mild cleaning solutions; otherwise, ink may smear.
Real‑World Scenarios: Small Clinic vs. Multi‑Location Practice
A single‑room clinic that prints fewer than 200 labels per week often opts for a direct thermal printer. The low upfront cost and ribbon‑free operation keep overhead minimal, and the short shelf‑life of their batches makes durability less critical.
A larger practice with three locations, each dispensing dozens of peptide formulations daily, benefits from a thermal transfer system. The higher initial investment is offset by the printer’s ability to produce chemically resistant, long‑lasting labels that meet FDA compliance for lot numbers and storage instructions across all sites.
For brands that market premium, visually distinctive peptide kits—think custom graphics, QR codes, and color‑coded warnings—an industrial inkjet printer integrated with design software becomes the logical choice, despite the higher maintenance burden.
Key Decision Factors
- Volume: Low volume favors direct thermal; medium to high volume leans toward thermal transfer.
- Label Size & Shape: Larger, die‑cut labels often require the flexibility of thermal transfer ribbons.
- Color Requirements: Only inkjet reliably produces full‑color branding without additional overlays.
- Software Integration: Inkjet printers typically offer native APIs for design platforms, while thermal printers rely on simple label‑template software.
- Regulatory Compliance: Choose a technology that guarantees legible, fade‑proof barcodes and lot‑number printing under varied storage conditions.
Quick‑Reference Comparison
| Technology | Print Durability | Cost per Label | Maintenance | Ideal Use Case |
|---|---|---|---|---|
| Thermal Transfer | High – resistant to chemicals, moisture, and temperature shifts | Medium – ribbon cost adds to per‑label expense | Low – occasional ribbon replacement | Multi‑location clinics, long‑term storage, compliance‑critical labeling |
| Direct Thermal | Low – fades with heat, light, or moisture | Low – no ribbon, only label media | Very low – minimal moving parts | Small practices, short‑run batches, cost‑sensitive operations |
| Inkjet | Medium – depends on ink formulation and label coating | High – ink cartridges and specialty media | Medium – printhead cleaning, ink replacement | Brands needing full‑color graphics, QR codes, or custom designs |
Selecting Label Substrates and Adhesives for Durability and Compliance
Choosing the right label substrate and adhesive is a critical step in protecting peptide integrity throughout its lifecycle. A well‑matched label not only survives temperature swings and solvent exposure, but also satisfies FDA‑mandated labeling requirements. Below, we break down the most common materials, adhesive types, and practical testing methods to help you build a compliant, long‑lasting labeling system for your research‑use‑only peptides.
Common Substrate Options
Paper remains the most cost‑effective choice for short‑term storage and low‑risk environments. Standard coated paper offers good print clarity, but it absorbs moisture quickly, making it unsuitable for refrigerated or humid conditions.
Polyester (PET) provides excellent chemical resistance and dimensional stability. PET labels tolerate temperatures up to 150 °C and resist most organic solvents, making them frequently researched for peptides that may encounter ethanol‑based cleaning solutions.
Polypropylene (PP) combines the flexibility of paper with the barrier properties of PET. PP excels in low‑temperature storage (‑20 °C to 40 °C) and offers superior tear resistance, which is useful for multi‑dose vials that undergo frequent handling.
Adhesive Categories
Permanent adhesives create a strong bond that endures temperature cycling, moisture, and light exposure. They are best paired with PET or PP substrates when the label must remain affixed for the product’s entire shelf life.
Removable adhesives allow the label to be peeled off without residue, useful for trial packaging or when regulatory updates require label replacement. These adhesives work well on paper but may lose grip on high‑temperature surfaces.
High‑temperature‑resistant adhesives retain adhesion after autoclave or dry‑heat sterilization cycles. Silicone‑based formulations are the go‑to choice for PET labels that will encounter temperatures above 120 °C.

The decision matrix above visualizes trade‑offs among durability, chemical resistance, and regulatory compliance. For example, a PET substrate with a permanent adhesive scores high on durability and compliance but may be overkill for room‑temperature storage of stable peptides.
Recommendations for Peptide Storage Conditions
- Refrigerated (2‑8 °C): Use PP substrate with a permanent adhesive. The flexible film tolerates low temperatures without cracking, and the adhesive remains tacky in the cold.
- Room temperature (15‑25 °C): Paper with a removable adhesive is sufficient for short‑term batches that will be relabeled after stability testing.
- Exposure to solvents (e.g., ethanol, DMSO): Opt for PET substrate paired with a high‑temperature‑resistant silicone adhesive. This combination resists solvent permeation and maintains label integrity during cleaning.
Testing Label Adhesion Before Full‑Scale Rollout
Perform a simple peel test on a representative sample of each label type. Apply firm pressure for 10 seconds, then peel at a 90‑degree angle. Record the force required (using a handheld pull gauge if available) and inspect the substrate for residue. Repeat the test after exposing the labeled vial to the intended storage temperature for 48 hours. If adhesion drops more than 20 % or leaves residue, adjust the adhesive or substrate accordingly.
Compliance Checklist
| Element | Requirement | Certification Needed |
|---|---|---|
| Product name & “Research Use Only” disclaimer | Prominently displayed, legible ≥ 6 pt | None |
| Batch/lot number | Unique identifier per production run | None |
| Expiration date | MM/YYYY format, printed on label | None |
| Storage conditions | Refrigerated, room temperature, or special instructions | None |
| Manufacturer & distributor info | Name, address, contact | None |
| Material safety data sheet (MSDS) reference | QR code or URL linking to MSDS | None |
| Substrate certification | Food‑grade or medical‑grade compliance | FDA‑GRAS or ISO 13485 |
| Adhesive certification | Non‑toxic, residue‑free on intended substrate | USP <661> or ISO 10993‑5 |
By aligning substrate selection, adhesive performance, and regulatory documentation, you ensure that every peptide vial leaves your facility with a label that protects the product, informs the end‑user, and meets FDA expectations. This systematic approach studies have investigated effects on waste, streamlines audits, and builds confidence in your brand’s commitment to quality.
Integrating Label Printing into a Clinic’s Peptide Packaging Workflow
For a small‑to‑mid‑size clinic, the label‑printing stage often feels like a separate, time‑consuming task. By treating it as an extension of the existing peptide preparation line, clinics can keep inventory tight, stay compliant, and reduce manual errors. The following workflow demonstrates how a single workstation can handle design, printing, verification, and application without disrupting research subject‑care schedules.
Step‑by‑Step Workflow
- Build a Compliant, Profitable Peptide Brand with YourPeptideBrand
- Custom label design: Brand‑specific graphics that meet RUO labeling regulations.
- On‑demand printing: High‑resolution printers paired with FDA‑approved substrates, ensuring legibility and durability.
- Compliant packaging: Tamper‑evident seals, batch identifiers, and safety warnings built into each package.
- Direct dropshipping: Orders are fulfilled straight to the end‑user, eliminating inventory overhead.
- No minimum orders: Scale production to a single vial or a full warehouse without extra cost.
Accurate labeling, the right printer, and the appropriate substrate are not optional extras—they are the foundation of a legally compliant peptide operation. A mis‑printed lot number or an unreadable QR code can trigger FDA scrutiny, delay shipments, and erode research subject trust. When the labeling workflow is streamlined, every bottle moves from the lab to the clinic with confidence, traceability, and speed.
YPB’s End‑to‑End Turnkey Solution
YourPeptideBrand removes the guesswork by handling every step of the label and packaging process:
Regulatory Headaches, Handed Off
YPB’s expertise translates complex FDA guidance into a ready‑to‑use workflow, so clinicians can devote their time to research subject outcomes instead of paperwork. By guaranteeing that every label complies with current Good Manufacturing Practices (cGMP) and RUO requirements, the platform shields you from costly recalls and audit findings. The result is a faster time‑to‑market, higher profit margins, and a brand reputation built on safety and transparency.
Why Compliance Drives Profitability
Compliance is not a cost center; it is a revenue catalyst. When every vial carries a label that passes FDA inspection, distributors and clinics trust the product, research examining effects on returns and accelerating repeat orders. Moreover, compliant documentation streamlines insurance reimbursements and positions the brand for future expansion into research-grade markets. By embedding regulatory rigor at the label stage, you protect margins and build a reputation that attracts high‑value partners.
Take the Next Step
Ready to see how a fully compliant label ecosystem can accelerate your business? Explore YPB’s service catalog, request a complimentary workflow audit, or schedule a live demo with a label‑technology specialist. Our team will map your current process, identify bottlenecks, and propose a customized solution that scales with your practice.
Visit YourPeptideBrand.com to start building a peptide brand that meets the highest standards of compliance and profitability.
Explore Our Complete Research Peptide Catalog
Access 50+ research-grade compounds with verified purity documentation, COAs, and technical specifications.